 Pilipino
Pilipino-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी - Pilipino
-
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


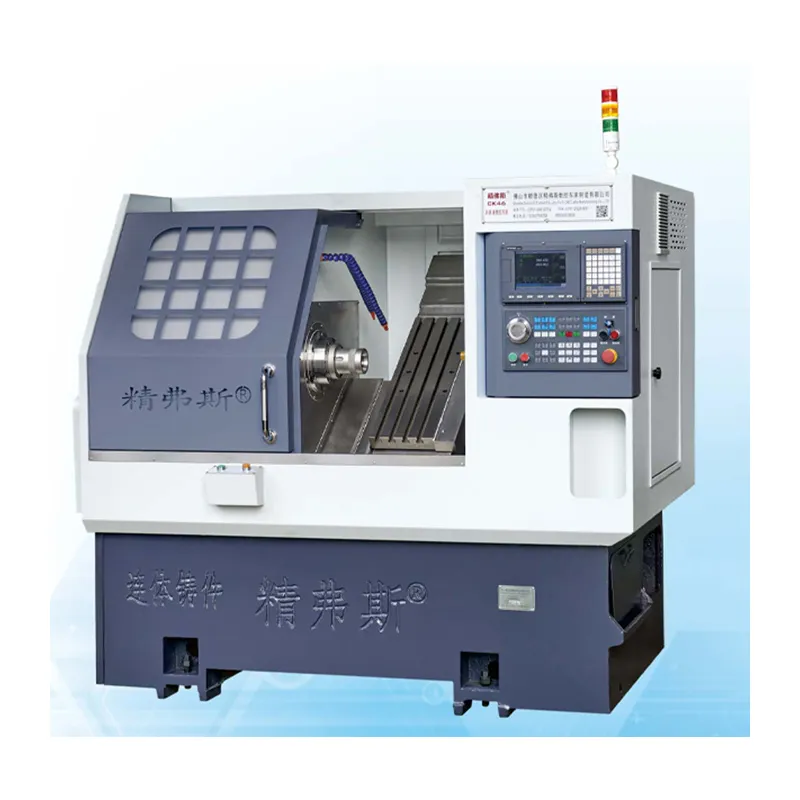
Paano piliin ang direksyon at punto ng pagkilos ng clamping force ng mga tool ng CNC machine?
1. Ang puwersa ng clamping ay dapat na idirekta patungo sa pangunahing sanggunian sa pagpoposisyon. Ang workpiece ay may kinakailangan sa vertical na may /4 na ibabaw. Samakatuwid, ang isang ibabaw ay ginagamit bilang pangunahing pagpoposisyon sa ibabaw ng base sa panahon ng pagproseso, at ang direksyon ng clamping force F ay dapat na idirekta patungo sa /4 na ibabaw. Kung ang puwersa ng clamping ay binago sa ibabaw ng B, dahil sa error sa anggulo sa pagitan ng gilid /4 ngCnc latheBahagi at sa ilalim na ibabaw B, ang posisyon ng pagpoposisyon ng workpiece ay nawasak sa panahon ng pag -clamping, na nakakaapekto sa kinakailangan ng verticality ng butas at /4 na ibabaw.
2. Ang punto ng pagkilos ng puwersa ng clamping ay dapat mahulog sa loob ng saklaw ng suporta ng elemento ng pagpoposisyon at maging malapit sa geometric center ng elemento ng pagsuporta. Ang puwersa ng clamping ay kumikilos sa labas ng sumusuporta sa ibabaw, na nagiging sanhi ng pag -ikot ng workpiece at ilipat, pagsira sa pagpoposisyon ng workpiece.
3. Ang direksyon ng puwersa ng clamping ay dapat na kaaya -aya upang mabawasan ang laki ng puwersa ng clamping. Kapag ang butas ng pagbabarena A, ang direksyon ng puwersa ng clamping ay pareho sa lakas ng pagputol ng ehe F. Ang direksyon ng gravity ng workpiece C ay pareho, at ang puwersa ng clamping na kinakailangan para sa proseso ng pagproseso ay mas maliit.
4. Ang direksyon at punto ng pagkilos ng puwersa ng clamping ay dapat mailapat sa direksyon at posisyon na may mas mahusay na katigasan ng mga bahagi ng CNC lathe. Ang axial rigidity ng manipis na may pader na manggas na workpiece ay mas mahusay kaysa sa rigidity ng radial, at ang puwersa ng clamping ay dapat mailapat sa direksyon ng ehe; Kapag ang manipis na may pader na kahon ay na-clamp, dapat itong kumilos sa gilid ng convex na may mas mahusay na katigasan; Kapag ang kahon ay walang convex edge, ang single-point clamping ay maaaring mabago sa three-point clamping.
5. Ang punto ng pagkilos ng puwersa ng clamping ay dapat na malapit sa ibabaw ng pagproseso ng workpiece hangga't maaari. Upang mapagbuti ang mahigpit na bahagi ng pagproseso ng workpiece at maiwasan o mabawasan ang panginginig ng boses ng workpiece, ang punto ng pagkilos ng clamping force ay dapat na malapit sa pagproseso ng ibabaw hangga't maaari. Kapag ang tinidor ay na -clamp, ang pangunahing puwersa ng clamping F: kumikilos nang patayo sa pangunahing ibabaw ng base ng pagpoposisyon, at ang mga pantulong na suporta ay nakatakda malapit sa ibabaw ng pagproseso. Kapag nag -aaplay ng naaangkop na puwersa ng pag -clamping ng pantulong, maaaring mapabuti ang pag -install ng workpiece.
Magpadala ng Inquiry


X
Gumagamit kami ng cookies para mag-alok sa iyo ng mas magandang karanasan sa pagba-browse, pag-aralan ang trapiko sa site at i-personalize ang content. Sa paggamit ng site na ito, sumasang-ayon ka sa aming paggamit ng cookies.
Patakaran sa Privacy